Changzhou Pharmaceutical Factory (CPF) is a subsidiary company of Shanghai Pharma Holdings Co., Ltd., It is headquartered in Changzhou, Jiangsu province, China, Changzhou pharmaceutical Factory has a rich history & Lineage in the pharmaceutical sector. The company was founded in 1949 by (Tan Ruiting) with a registered capital 108 million yuan and the company was restructured as a Changzhou pharmaceutical Factory under the aegis of Shanghai Pharma Group.
The Chinese business of Changzhou pharmaceutical factory was full fledged sales & marketing organization,Changzhou Pharma is a one of the prominent players in the Chinese pharmaceutical formulations market with a strong foothold across multiple therapies. The company have more than 1500 employees across the country and has earned a reputation amongest the Chinese pharmaceutical companies for providing innovative, comprehensive and complete healthcare solutions.
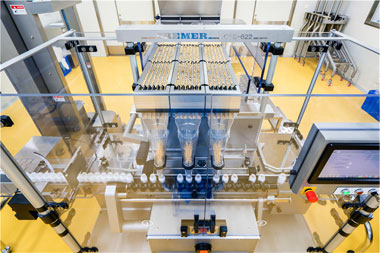
At Changzhou pharmaceutical Factory, we have one of the strongest global commercial infrastructures in the industry, with a balanced reach across US, Europe, the Asia Pacific region and emerging markets. Our high quality manufacturing dedicated facilities for Oncology, Non Oncology, Complex Generics, OTC-Products and sterile injectables, scientific excellence and vast supply chain network to improve access to medicine for patients worldwide.
The company mainly involves leading pharmaceutical manufacturer a wide range of key Intermediates, Active pharmaceutical ingredients, Finished Formulations meet with global standards, Changzhou Pharmaceutical Factory it covers an area of 300,000㎡ including R&D, dedicated manufacturing, international marketing office. And we maintain an industry -leading pipeline, composed of numerous complex generics and state owned brands. The company annually brings 800 tons of API's and 3000 millions of Finished dosage forms across the Globe.